In many areas of industrial production, separation processes often play a vital role, and pusher centrifuges, as a highly efficient solid-liquid separation equipment, are providing strong support for the development of various industries with their unique performance advantages. Today, let us take a deeper look at the secrets of pusher centrifuges.
一.Working principle
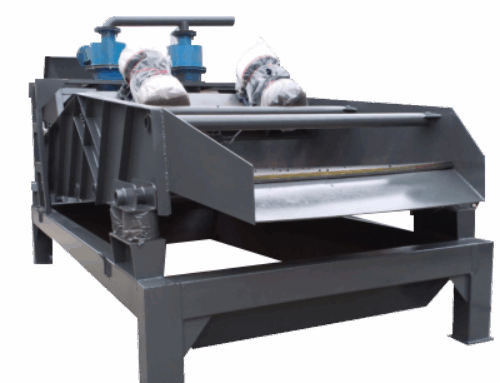
The pusher centrifuge is a fully automatic continuous filter centrifuge.The solid/liquid mixture to be separated is continuously conveyed to the high-speed rotating feed distributor of the centrifuge through a conveying pipe or a screw conveyor of the centrifuge to be evenly distributed on the screen of the first-stage drum. The liquid to be separated rapidly passes through the screen of the centrifuge under strong centrifugal force and is discharged into the liquid collecting hood; the solid phase is trapped on the surface of the screen by the screen to form a solid filter cake.
The two-stage push-type centrifuge drum rotates at a high speed, and the first-stage drum also performs axial reciprocation under the action of the hydraulic piston through the push rod; thus, the ring-shaped solid filter cake is pressed according to the piston. The length of the stroke is pushed to the second stage drum through the first stage,drum; after the filter cake of the second stage drum is further dehydrated, it is pushed to the solid collection tank of the casing to discharge the centrifuge.
The second-stage pusher centrifuge and the pusher pan of the three-stage pusher centrifuge are axially reciprocated while rotating, so that the solid filter cake on the first-stage drum is sequentially pushed to the second-stage drum. The third stage drum is finally collected by the collection tank and discharged into the centrifuge.
In some industrial applications, the solid needs to be washed to obtain a high- purity product; while the piston pusher centrifuge is running, the washing liquid can be sprayed on the surface of the filter cake to effectively wash the filter cake; after the washing liquid rinses the filter cake, lt is also discharged through the screen and the liquid collection hood; the washing liquid and the mother liquid can be discharged separately.
二.Structural eatures
1.Adopting new structure, more reliable design, advanced fabric method, quick and stable axial reversing mechanism, high speed and pushing times, smooth and wear-resistant milling net,reason- able process parameters Get the ideal separation and yield.
2.The high separation factor brought by the high speed, the material is fully retracted when the first stage drum enters the second stage drum, so that the moisture content of the filter cake is lowered Very low.
3.When there is a requirement for the purity of the solid product, the machine can be effectively washed, and if necessary, the washing liquid and the mother liquid can be separately discharged.
4.Three-stage push-type centrifuges Due to the more frequent turnover of the filter cake and the longer filtration zone, it is possible to obtain a drier solid and a more adequate washing effect under the same feed conditions.
5.The dense and uniform precise gap of the milled screen, the filter bed formed by the thick filter cake can retain a large amount of fine crystals, which can reduce the loss of crystals with the mother liquor, thus obtaining a higher solid recovery rate.
6.accurate design, careful selection, precision processing and assembly, so that the machine can be implemented for a long time without trouble, the maintenance costs are lower.
7.Optional feeding pre- thickening device can make the centrifuge of this type more widely used.
三.Advantages of pusher centrifuges
1.Efficient continuous production capacity
Compared with some intermittent separation equipment, one of the biggest advantages of the pusher centrifuge is that it can achieve continuous operation. Its unique pusher mechanism allows the material to continuously complete solid-liquid separation without stopping after entering the drum, greatly improving production efficiency. This is of great significance for large-scale industrial production. Taking the fertilizer production industry as an example, a large amount of phosphate ammonium mother liquor needs to be quickly separated into solid phase products. The pusher centrifuge can process a large amount of materials in a short time, ensure the smooth operation of the production line, and meet the huge market demand for fertilizers.
2.High separation accuracy
By accurately controlling the drum speed, pushing parameters, and selecting suitable filter materials and apertures, the pusher centrifuge can achieve fine separation of solid particles and liquids. In the pharmaceutical field, the separation of drug crystals and mother liquors is extremely demanding, and even tiny impurity residues may affect the quality of drugs. With its excellent separation accuracy, the pusher centrifuge can efficiently recover drug crystals while ensuring that the impurity content in the mother liquor is minimized, thereby protecting the purity and safety of drugs.
3.Strong adaptability
The pusher centrifuge has a wide range of adaptability to materials. Whether it is a mixture with large differences in particle size or a suspension with obvious changes in concentration and viscosity, it can achieve effective separation by adjusting the working parameters. In mining, the tailings slurry after ore flotation has a complex composition, including coarse-grained tailings sand, fine-grained gangue minerals, and different concentrations of mineral processing agent aqueous solutions. The pusher centrifuge can flexibly respond to the real-time characteristics of the tailings slurry, ensure the reasonable disposal of tailings and the recovery of valuable components, and reduce resource waste.
4.High degree of automation
Modern pusher centrifuges are equipped with advanced automatic control systems. Operators can easily set and adjust various operating parameters such as drum speed, pusher frequency, feed speed, etc. through the human-machine interface. At the same time, the equipment also has a fault self-diagnosis function. Once an abnormal situation occurs, such as motor overload, vibration exceeding the standard, filter blockage, etc., the system will immediately issue an alarm and take corresponding protective measures, such as automatic shutdown, adjustment of pusher rhythm, etc. This not only greatly reduces the labor intensity of operators, but also improves the stability and reliability of the production process, and reduces equipment damage and product quality problems caused by human operating errors.
5.Energy saving and consumption reduction
In terms of design, the pusher centrifuge focuses on energy efficiency. On the one hand, its efficient continuous production mode reduces the energy loss caused by frequent start and stop of the equipment; on the other hand, by optimizing the drum structure and transmission system, the friction resistance of the rotating parts is reduced, so that the power consumed by the equipment during operation is effectively controlled. In industries with high energy consumption such as chemical and food, the energy-saving characteristics of the pusher centrifuge help enterprises reduce production costs and improve economic benefits, and it also conforms to the current development concept of green environmental protection.
四.Applicable fields of pusher centrifuge
1.Chemical industry
Chemical production often involves the separation of suspensions generated by various chemical reactions. For example, in the production of ammonium sulfate, separating ammonium sulfate crystals from the mother liquor is a key step. The pusher centrifuge can adapt to the high temperature and highly corrosive environment of the ammonium sulfate mother liquor, quickly and accurately separate the crystals, and ensure product quality and production efficiency. Similarly, in the production of polyvinyl chloride (PVC), for the slurry after polymerization, the pusher centrifuge can effectively separate the PVC resin particles, provide high-quality raw materials for subsequent drying and processing procedures, and help chemical companies to stably produce high-quality plastic products.
2.Pharmaceutical industry
As mentioned above, the purity of drugs is related to the life and health of patients, and the pusher centrifuge plays an irreplaceable role in many links of the pharmaceutical process. From the synthesis of raw materials to the refining of finished drugs, whether it is the separation of drug crystals such as antibiotics and vitamins, or the separation of solid impurities and active ingredient solutions in traditional Chinese medicine extracts, it can meet the stringent production requirements of the pharmaceutical industry with its high precision and low pollution. In addition, its closed structural design can effectively prevent cross-contamination of materials and ensure that drug production complies with GMP (Good Manufacturing Practice) standards.
3.Food industry
In the field of food processing, pusher centrifuges are widely used in the production of juice, dairy products, starch and other processes. Taking juice production as an example, freshly squeezed juice contains solid impurities such as pulp residues and pectin. Through the fine separation of pusher centrifuges, clear and transparent juice products with pure taste can be obtained. In the dairy industry, for the separation of whey protein and casein in milk, and the separation of curd and whey after yogurt fermentation, pusher centrifuges can achieve efficient operation under mild conditions, retain the nutritional components and flavor of food to the greatest extent, and provide consumers with healthy and delicious food.
4.Mining field
The ore processing process after mining is complicated, and pusher centrifuges play an important role in it. In the process of non-ferrous metal beneficiation, such as tailings treatment after flotation of copper, lead and zinc ores, it can effectively separate useful minerals from waste residues in the tailings slurry, realize the secondary recycling of resources, and improve the comprehensive economic benefits of mines. At the same time, in the coal washing industry, pusher centrifuges can be used to separate coal slime from water, reduce the moisture content of coal products, increase the calorific value of coal, meet the market demand for high-quality coal, and reduce energy loss during coal transportation.
5.Environmental protection field
With the increasing requirements for environmental protection, industrial wastewater and sludge treatment have become the focus. Pusher centrifuges show strong application potential in this regard. For sludge generated by sewage treatment plants, it can achieve the initial separation of sludge and water, reduce the water content of sludge, and facilitate subsequent sludge disposal, such as landfill, incineration or resource utilization. In the wastewater treatment systems within some industrial enterprises, pusher centrifuges can quickly separate pollutants such as heavy metal precipitates and organic waste residues in wastewater, so that the treated wastewater meets the discharge standards, reduces pollution to the environment, and helps enterprises achieve sustainable development.